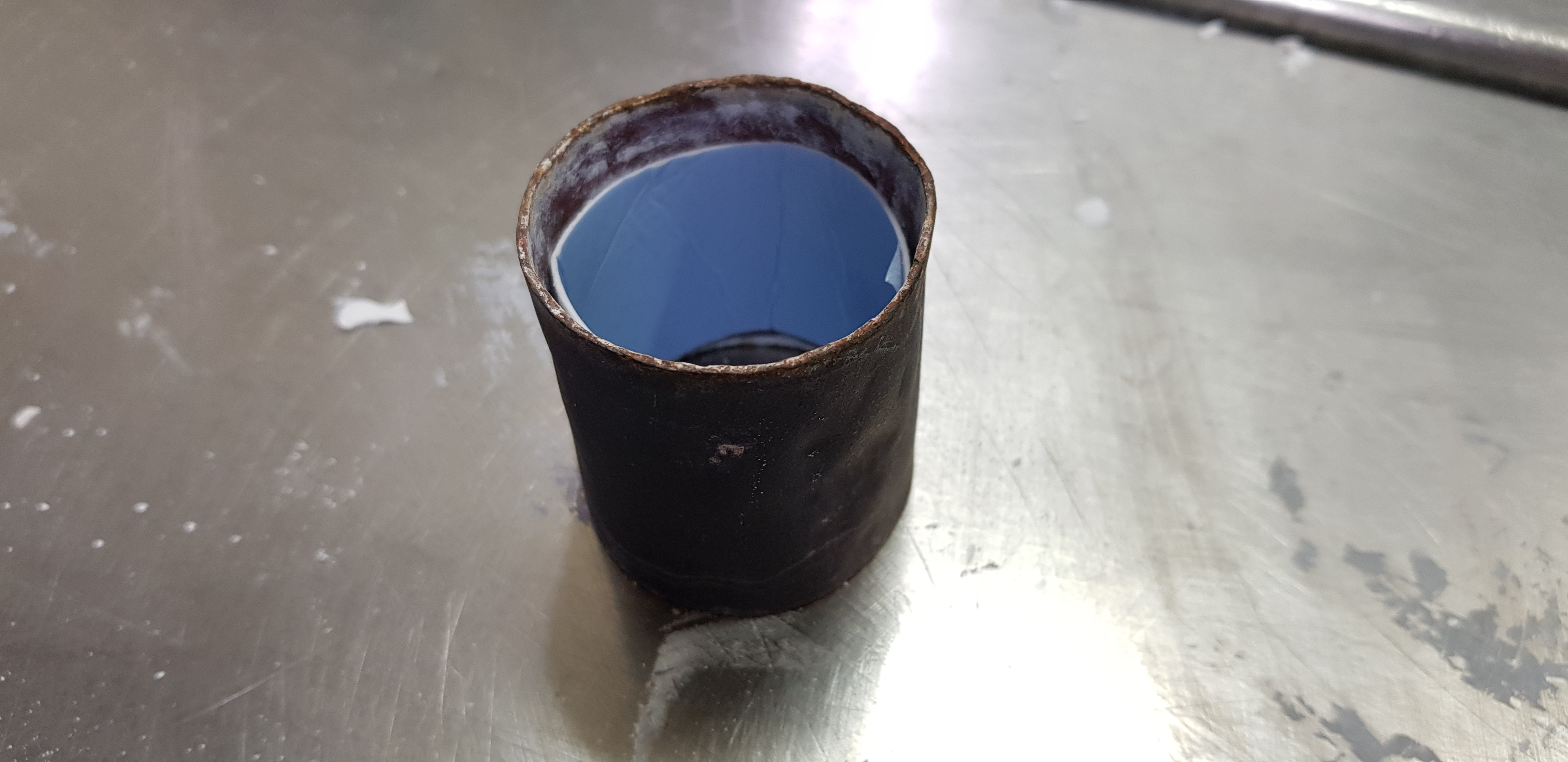
디지털 조각 후 캐스팅을 했습니다
내면은 깨끗한데
겉표면과 마진쪽이 좀 거칠면서도 표면이 이상한데
원인을 모르겠어요..ㅠ

300에서 1시간 계류
850 캐스팅.
링은 쇠링이나 실리콘링 사용합니다.
회원님들의 고견 부탁드려요^^
|
|
 |
디지털 조각 후 캐스팅을 했습니다
내면은 깨끗한데
겉표면과 마진쪽이 좀 거칠면서도 표면이 이상한데
원인을 모르겠어요..ㅠ
300에서 1시간 계류
850 캐스팅.
링은 쇠링이나 실리콘링 사용합니다.
회원님들의 고견 부탁드려요^^

| 첨부 '3' |
|---|

저도 소환온도가 좀 높은게 원인이지 않을까 생각됩니다.
아니면 캐스팅온도가 좀 높아서 그럴수도있구요
메탈 끓은것 같은데요
윗 글을 작성할때 디지털 조각하셨다는 것을 근성으로 읽고
글을 올려서 죄송합니다
디지털 조각왁스일 경우 "에어 벤트"를 달아보시면 해결되리라 생각 합니다
레진 납형이 있을경우 300계류를 좀 더 낮은 온도에서 해보시는것은 어떨까요?
패턴레진보다 프린터 레진이 더 들어있는것들이 많아서
잔존한 잔여물도 더 많을것 같아요
잔여레진이 다 안사라지고 가스가 남은상태로 캐스팅되어서 그런거같은데요 계류를 더오래시키는게 낮을거같은데.
상승온도를ㄹ 낮추심이 레진이 끓어면서 주위 매몰재를 산화시켜서 케스팅시 매몰재가 메탈에 묻어서 그렇습니다
물론밖에 묻은 매몰재는 털때 떨어지고 매탈속에 묻힌 것은 박혀 잇겟죠
레진소환시는 매몰재를 더 단단한것을 선택 하세요'
온도가 높아서 끓은현상인거같은데..제 경험상....
잘 조절해보시고 좋은 결과 있으시길 바랄게용~
제가 보기에는 레진cast가 소환 잘 안되는거 같아요
쇠링은 가스 잘 안빠져요 특히 인산염계매몰제는요
실리콘 링쓰시고 열팽창 온도가 보통 200~250도 사이니깐 안전하게 220도 정도에서 계류 20분 하시고요
300도 정도 하면 갈라질수 있어요~
케스팅 온도는 훠네스 마다 조금씩틀리지만 800~820도 사이에서 계류 30분하신다음에 주조하시는데
산소 너무 많이 틀지 마시고 주조해보세요
크라운 메탈같은경우 용융점이 포세린 메탈보다 낮아요 산소 너무 많이 틀면 오버 히팅 됩니다.
그리고 리저버 깔끔히 하셔야합니다. 주조력에 의해 메탈이 들어가면서 메몰제 치면 부서지면서 같이 딸려갈수있어요.
또 그리고 리퀴드 물하고 섴어 쓰시면 꼭 쓰시기전에 흔들어주세요 그냥 쓰시면 분리됩니다. 그래야 메몰제가 안전성이 있어요
over heat 으로 보입니다.

오버 히팅과 오버멜팅이 둘다 일어난것 같네요
그리고 쇠링은 충분한 매몰재 팽창을 보상해주지 못하기때문에 비추입니다
레진 캐스트같은 경우는 소환 시간이 중요한데 중간에 계류를 꼭 해주셔야 가스 찌꺼기가 완전히 제거가 됩니다
주조방식의 문제는 아니고 소환과 매몰 재료의 문제인것 같으니 방법을 바꿔보세요^^
캐스팅문제 같습니다.
불대가 센거 같습니다.



 디지털 조각은 어떻게?
디지털 조각은 어떻게?
 뉴스 & 칼럼
뉴스 & 칼럼
1) 메몰제 리키더 변질
2) 2차메몰시 working time over로 메몰 기포
위 두가지를 검토 해보시면 발생원인을 해결하리라 생각 합니다
소환기가 정확한 온도지를 하는지는 모르겠습니다
850도는 온도가 많이 높지 않나를 생각 해봅니다.
크라운 메몰온도를 700도에서 캐스팅이 잘 나옵니다
여기에는 주조기 성능과도 영향은 있습니다