
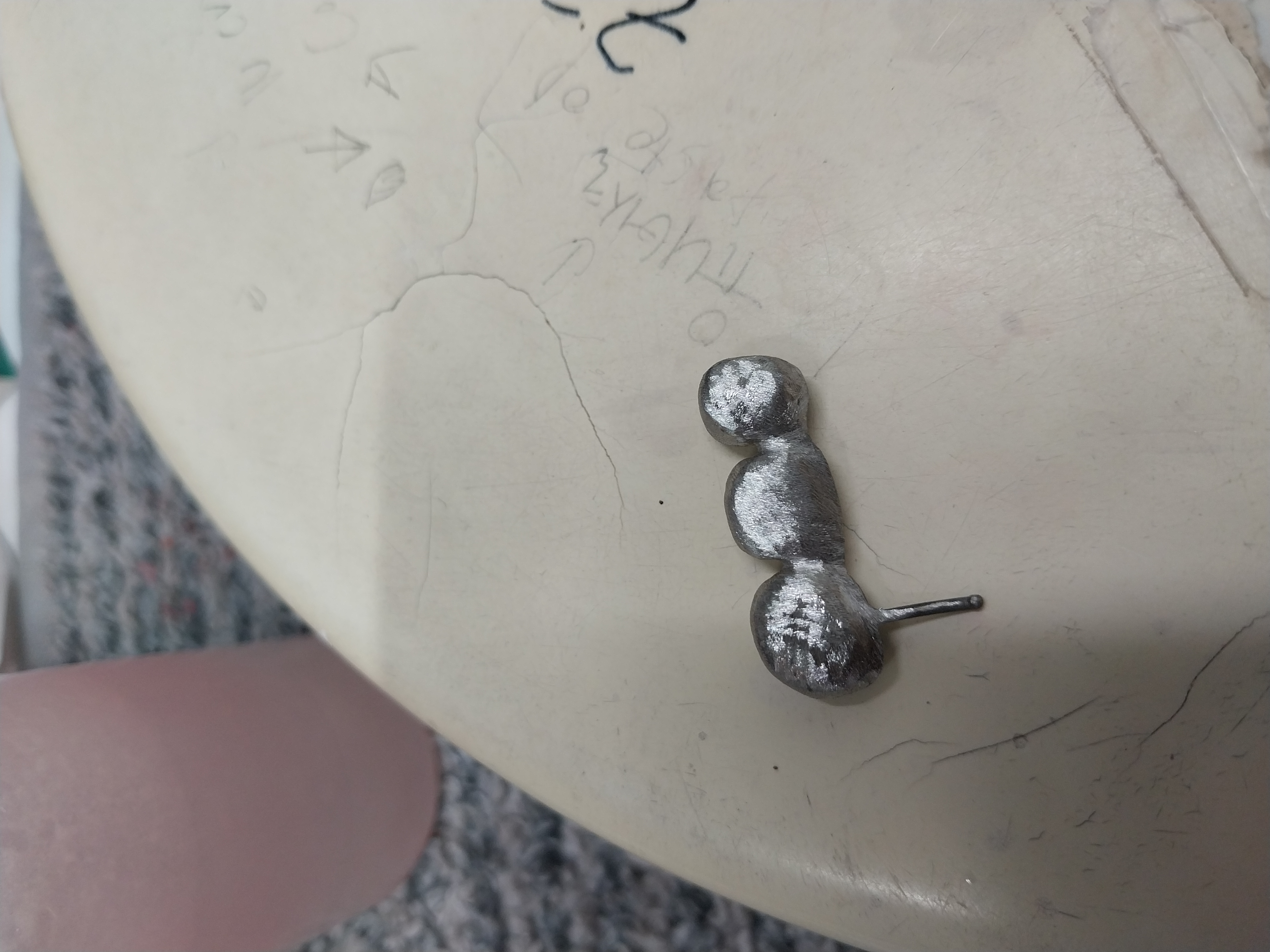

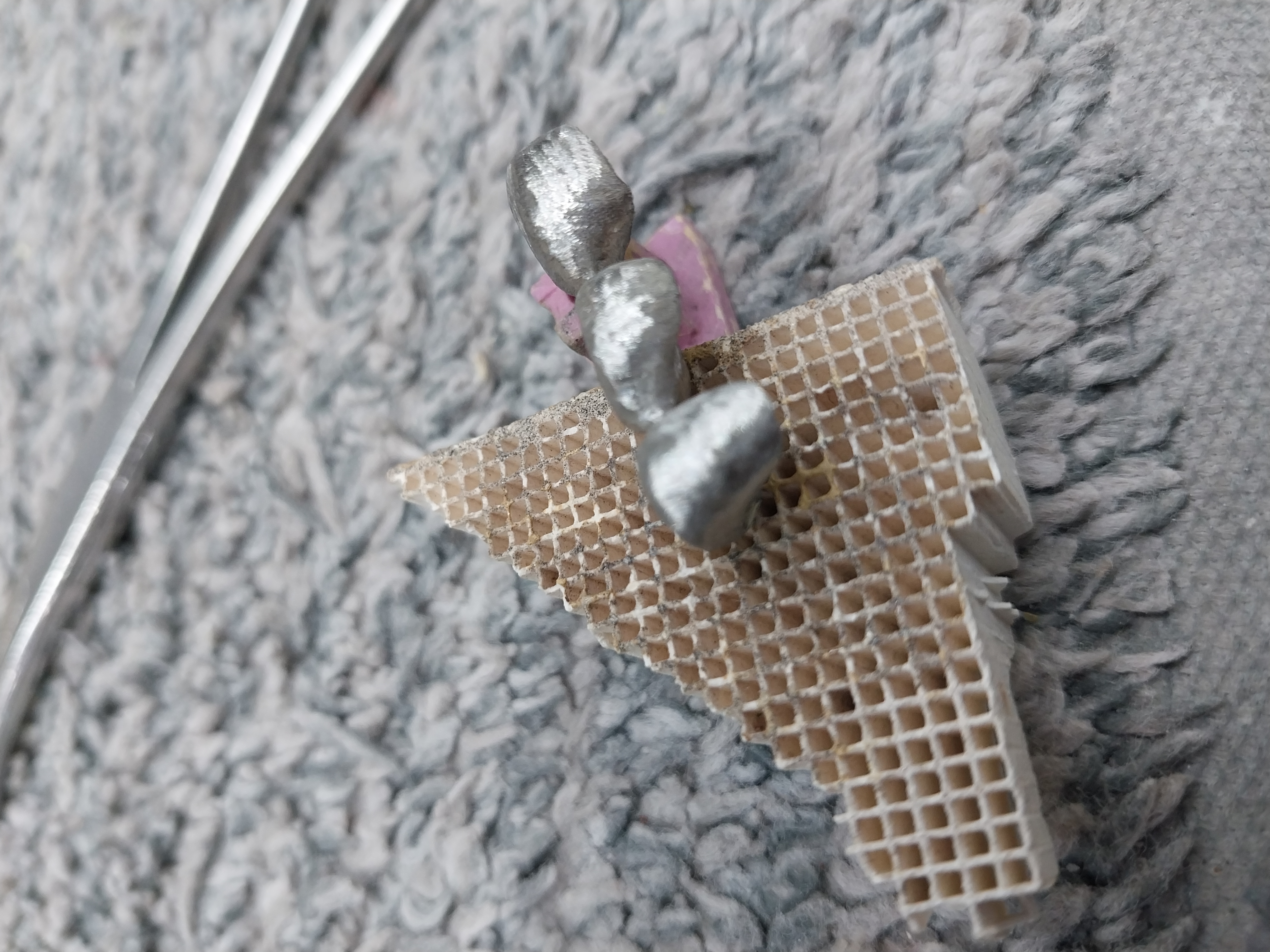



바꿨어요 예전보다 크렉이 줄었는데 조인트 근처 얇은부위에서
크렉이갑니다 사진은 하악 설측이예요
사진에선 잘 안보이는데 설측은 캡라인이 다보일정도로 파우더가 거의 많이 안올라간 상태이고
순측은 파우더가 캡에서 순측방향으로 많이 올라갔어요 절단쪽으로는 많진않구요..
원인이 뭘까요? 빌드업은 항상 엠브레져랑 파닉베이스 오디로 구운다음 1차 2차빌덥 하거든요
갈라지지 않게하려구요 다른곳에서는 이런적이 없었는데 현 기공소에서 이러네요
조인트 부위에서부터 크렉이 와요
주로 조인트부분 옆 파우더 얇게올라간부위기 그래요
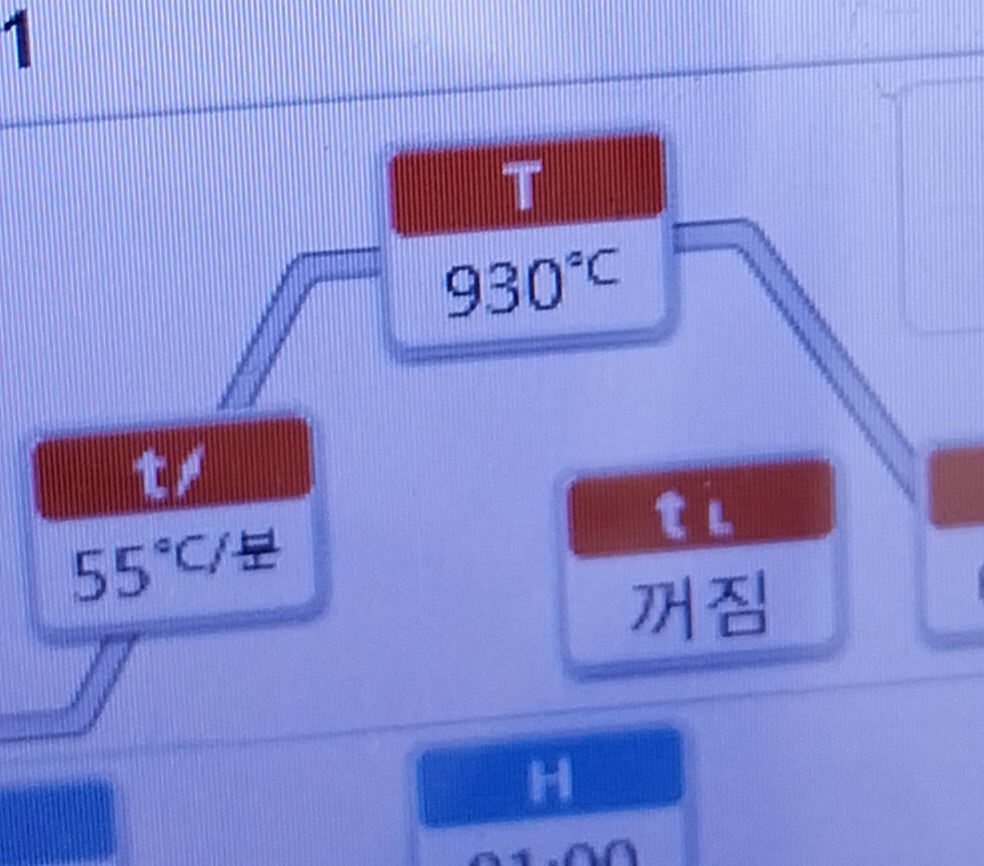
이보클라 퍼네이스 쓰는데 tl을 0으로 놓고쓰고 있는데 이걸 조절하면 나을까요?
뚜껑 열리는 온도는 크렉때문에 480도로 설정하고 씁니다
사진은 글레이징 프로그램 이예요
분당상승온도는 원래 55도로 썼는데 45로 바꾸면 나아진다는 애기듣고 그렇게하고있고
제품 메뉴얼대로 온도설정 하다가 크렉이 안잡혀서
이것저것 다 바꿔서 온도 테스트 해보고 프로그램 바꿔보고 시도해봐도 잡히지않네요
참고로 빌드업 기사예요
원래는 샌딩하고 디게싱 하고 1차오팹 발랐는데 브릿지 경우는 하도 크렉이와서 샌딩후 디게싱하고 캡을 다시 디스크로 한겹 다시 벗겨내고 샌딩안하고 초음파 친 다음 1차오팩 하고있어요
(페이스북에 연좌분이 크렉올때 이렇게 잡았다는 내용을보고 따라하고있어요. 기계적 결합때문에 다시 트리밍후 샌딩 안하고 스팀은 물이 오염되서 더러워서 그런다고 하셔서 초음파로 세척합니다
다른곳에 일할땐 이런적이 없어서 정상 과정대로 했는데 지푸라기 잡는 심정으로 이렇게하도 하고있어요)
그러고 나서 예전보다는 덜하긴해요 크렉이
그런데 브릿지 경우 저런경우가 발생합니다
3디 프린트경우는 그래도 괜찮아졌는데 캐스팅한 캡이 저래요 ㅡㅡ
다른곳에서 일할땐 이런적없었는데 왜그러는 걸까요?
빌덥경력도 14년 넘어서 알바도 이곳저곳 많이다녀보고
피에프엠 많은곳에서 많이 일해봤는데 이런경우는 처음이라 메탈도 4번바꿨는데도
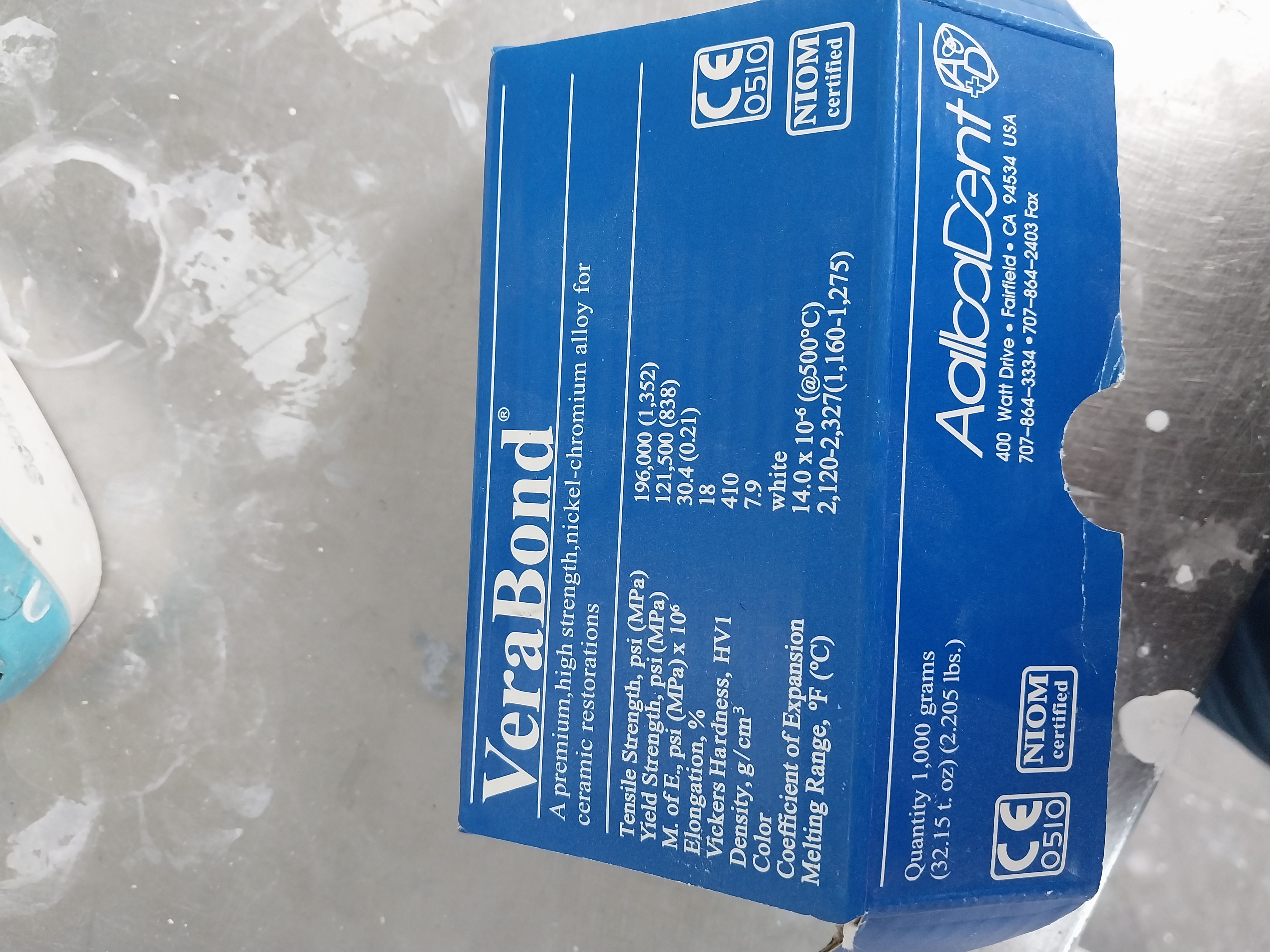
크렉이 안잡혀요 (중국산 은색봉지든 메탈>중국산 금색봉지든 메탈>supremcast v>verabond 바꿨어요)
ㅜㅜ 메탈은베라본드 베릴륨있는 메탈 쓰고있여요중국업자? 통해산..
다른곳에서도 다른 중국산 금색봉지 에 든 메탈 썼을때도 이러지 않았는데 이곳에서 왜그런걸까요
조언듣고 이것저것다 바꿔봐두 그러네요
본딩 문제인가해서 캐스팅 메탈에 gc메탈본딩제를 써봤는데 오팩까지 날라가고 크렉이 안잡혀서
외주에서 오는 3d프린팅 메탈에만쓰고 캐스팅 메탈에는 사용 안하고 있어요
파레트 물통 스펀지도 다 지르랑 따로쓰거든요 ㅜㅜ
빈테이지mp오팩으로 바꾸고
1차를 쉐이드오팩 970으로 워시하고
2차를쉐이드오팩 950에 하고 있는데 오팩온도를 좀 낮추면 괜찮을까요?
빈테이지가 기존 쓰던 노리다케보다 오팩 온도가 낮더라구요
오팩온도가 높아서 그런걸까요.. 싱글은 문제가없는데 브릿지가 ㅜㅜ
노리다케쓸때 도 메뉴얼대로 해도 똑 같긴 했어요ㅡㅡ




